



Välkommen till Scania Sverige
Vi skräddarsyr våra fordon och tjänster för att möta det unika behovet för just din verksamhet. Scanias lastbilar har vunnit flera branschtester för den fantastiska komforten, bästa köregenskaperna och inte minst – den rekordlåga bränsleförbrukningen. Upplev vårt breda utbud av motorer med förnybara bränslen och hållbara transporter.
Scanias lastbilar – för varje behov
Skräddarsydda tjänster för din verksamhet

Service 360
Service ska vara enkelt och effektivt. Därför erbjuder vi nu Service 360. Intelligent och anpassningsbar service för smarta fordon – precis som det ska vara.
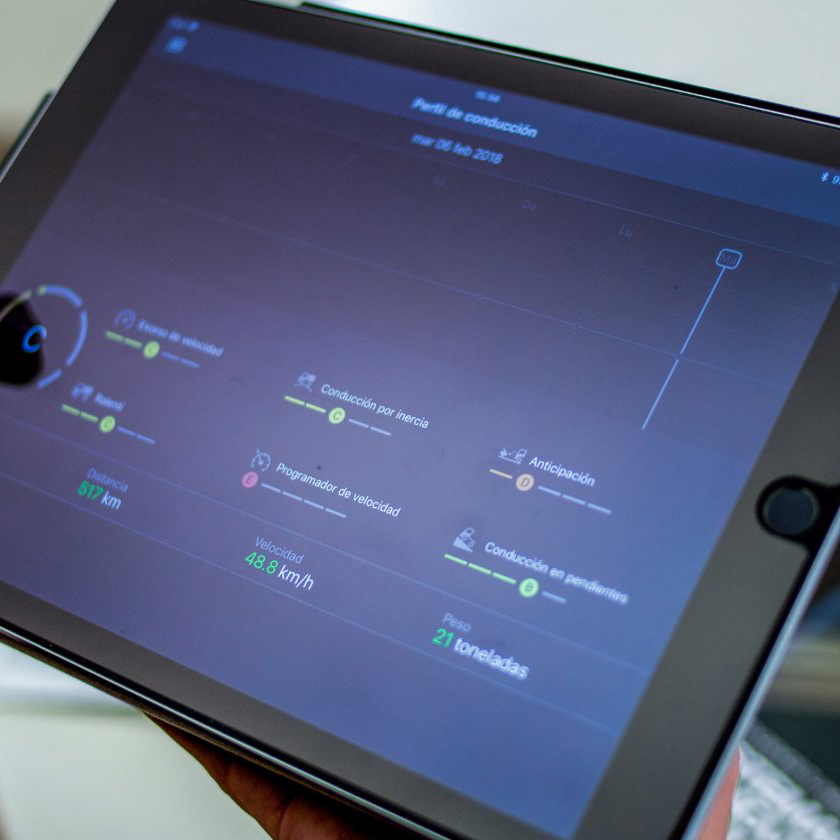
Uppkopplade tjänster
Varje Scania är full av smart teknik, avancerade sensorer och uppkopplade möjligheter. Med denna data skapar vi tjänster som levererar direkt affärsvärde till ditt företag.

Scania finans och försäkring
Vi erbjuder flexibla och skräddarsydda finansierings- och försäkringslösningar som ger dig förutsägbara kostnader och acceptabla risker – under fordonets hela livscykel.
Scania bussar

Pressmeddelanden
Se Scania Sveriges senaste pressmeddelanden och nyheter.

Reportage & Kundcase
Ta del av unika reportage från Scania Sverige och kundcase från våra kunder.

Tidningen MIL
I Scania Sveriges kundtidning MIL kan du läsa aktuella artiklar, se nybilsleveranser och mycket mer. Givetvis med kostnadsfri prenumeration.

Nyhetsbrev om el
Prenumerera på vårt nyhetsbrev, du får allt du behöver veta om elektrifiering, direkt i din inkorg.

Kampanjer och event
Se mer om våra senaste kampanjer, mässor och event.
